
产品详细介绍






衬塑管件采用先进的滚塑工艺整体一次成型;衬里致密度高整体性强无内应力;无接头无焊缝;不脱落不龟裂;无气泡钢塑间无空隙耐负压;耐腐蚀耐压机械强度;耐老化耐磨损使用温度范围广;任何形状钢件、非标件均可衬;安装容易连接方式可靠快捷维修方便安装过程中需加长或裁短均可现场衬修复如初;无毒性无污染节能环保;规格系列配套齐全适用范围广泛,规格品种齐全。衬塑管件的应用:
防腐领域里边性价比 的一种管道就是钢衬塑管件,主要是用在化工防腐水处理领域,污水,酸碱水,循环水的输送,化肥厂,煤化工厂,电厂,医药厂,等行业的防腐领域都用得到这种制药运输衬塑管道厂家。衬塑管件配件说明:衬里材料:F4、F46、F40、PO、PE、PP壳体材料:无缝钢管、A3钢、Q234-钢板焊接工作压力:PN0.6-1.6mpa一般材质:-25摄氏度到110摄氏度,特殊材质:四氟零下40摄氏度到250摄氏度法兰执行HG20593-97标准管配件执行标准:HG-20538-1992 HG/T2437-2006 HG/T21562-19 
我面在使用衬塑防腐设备时,特别是在一些恶劣环境,经常会接触到一些高腐蚀性物质,但是我们能发现它的防腐蚀性很好,不过它的胎具在施工过程中应当注意达到要求,下面我们就来看看其要求吧。
加热后缓慢地压下并完全压平胎具,用水冷却到环境温度,再拆下胎具;将衬好的衬塑设备上好盲板,送入加温圆筒中,连接好压缩空气管;用中频加热的方法加热圆筒,加温到280℃左右,缓慢地通入8到l0kgf/cm2的压缩空气;将钢衬管放在水槽中并让钢管全部浸入水中,缓慢地通入15kgf/cm2的压缩空气;检查钻孔处是否产生气泡,如无气泡,证明衬塑设备良好,否则证明已坏;衬好以后,用木盲板将两端封好。衬塑设备具有良好的性能,使得它具备良好的使用条件,胎具是该设备的一部分,它的施工效果和整个设备的施工效果存在一定的关系,因此胎具的施工不仅要达到要求,而且施工完毕还应该做好检查。增加衬塑防腐设备性能的方法衬塑复合管道的防腐防锈功能
衬塑管道安装一般应先装地下,后装地上,先装大管道后装小管道,先支架后安装管道。 先装垂直总管,后水平直总管支管道安装管和机泵房管道安装。 必须按照加工预制单线图进行,施工中严格执行“上堵下开”施工工艺,及时封堵管道水平和朝上的开口,防止异物进入管内。 衬塑管道的给水横支管,宜设置0.0-0.0的坡度,坡向系统用水点或排放口。 由于设计或返修造成管道局部修改,管道拆装时其管件安装技术要求应按以下两条进行 按管道产品技术要求,其修改拆装过的配件应于更换,不可重复使用,以确保衬塑管道安装 质量和使用寿命。 应对其修改拆装过的配件进行检验,其配件内螺纹和橡塑密封垫圈应完好,否则也应更换配件或更换橡塑密封垫圈 安装衬塑管道的技术可能是不断变化的,但是最基本的技术是基础。
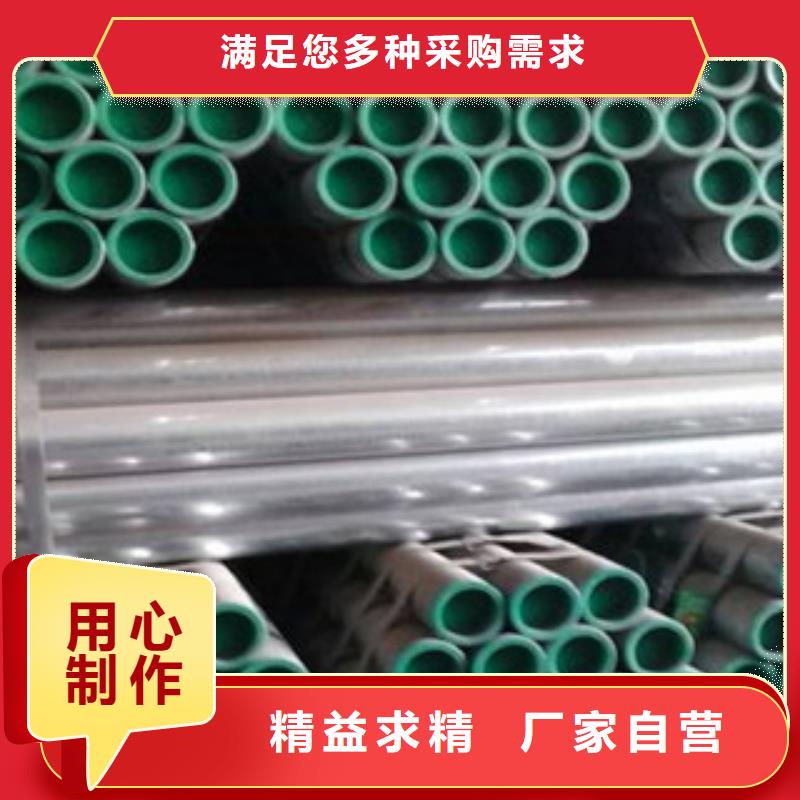
衬塑钢管衬塑工艺:钢管前处理后,在塑料管的外壁上均匀地涂抹上胶粘剂,然后放在钢管内使其膨胀而形成的钢塑复合产品。滚塑工艺:钢管前处理后进行加热,在钢管旋转的同时,把聚乙烯粉末均匀地滚撒在内壁上,然后进行固化处理而形成的钢塑复合产品。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。衬塑钢管
衬塑钢管给水衬塑钢管应符合CJ/T136标准的要求。外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。